高融点スズめっきについてご紹介致します。
スズという金属は、耐食性に優れており、軟らかく、展延性に富んでいます。
また融点が低く、約232℃で溶融します。
このスズの特徴を活かし、様々な分野で活用されています。
めっきの分野においては、鉄の防錆のために使用されたり、はんだ付け性向上のため、電子部品等に使用されています。
高融点スズめっきはその名の通り、融点の高い、つまり溶けにくいスズめっきです。
近年、小型大容量SiCデバイスの開発、実用化が進んでいます。
SiCデバイスは高温下で動作可能ですが、実装される部品の多くは高温環境に耐えうるものではなく、
今後実用化が進むに当たり、高温耐熱化の必要があります。
この度弊社で開発致しました高融点スズめっきは、まさにこういった高温環境に耐えうることが期待できるめっきです。
1. 融点が高い
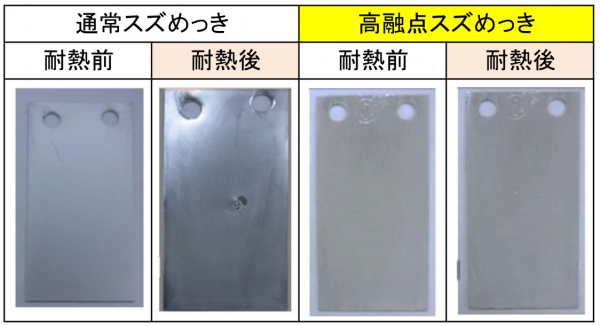
ホットプレートで260℃30秒の耐熱試験を行いました。
通常のスズめっきは耐熱後、光沢が出ており、溶けていることがわかります。
しかし高融点スズめっきは耐熱前後で変化はなく、溶けていないことがわかります。
この後、何度まで耐えることができるか実験したところ、300℃前後まで耐えることが分かっております。
通常のスズめっきの融点が232℃なので、融点より70℃近く高温でも溶けないのです。
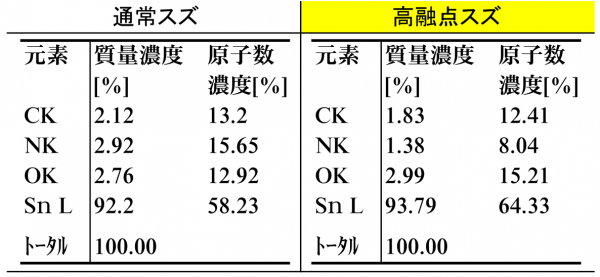
2.通常のスズめっきと同じ元素
他の金属との合金というわけではありません。純スズめっきです。
被膜の元素を解析し、比較してみました。
両方とも大差なく、他の金属との合金でないことがわかります。
3.フラックスありで、はんだ付け性良好
通常のスズめっきだと、はんだ槽(240~250℃)に浸漬させるとスズめっきが溶けて、はんだと金属結合します。
なので、はんだがつきやすいのです。
しかし高融点スズめっきだと、融点が高いためはんだ槽に入れても溶けず、はんだがうまくつきません。
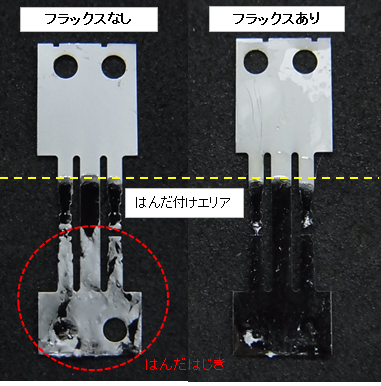
そこでフラックスを使用すると、全面きれいにはんだをつけることができました。
はんだ条件:240℃ Sn-Cu-Ag 三元半田合金浸漬 5sec
フラックスなしだと、はんだをはじいている部分があるのですが、
フラックスありだと、全面きれいにはんだがのっており、はんだ付け性は良好と言えます。
フラックスはロジン系ものを使用しました。
4.ウィスカーの発生なし
スズめっきにおいてよく問題となるウィスカーの発生ですが、ウィスカーが発生するかどうかの評価を行いました。
評価規格:JEITA ET-7410(電気・電子機器用部品のウィスカ試験方法)
条件:55±3℃,85±5%RH 2000時間 (延長)4000時間
時間を延長し、4000時間でもウィスカーの発生はありませんでした。
高融点スズめっきの特徴を以下にまとめます。
①融点が高い(300℃前後でも溶けない)。
②合金ではなく、純スズめっきである。
③フラックスありで、はんだ付け性良好。
④ウィスカーの発生なし。
高温環境下での使用に耐えることができる、今までにないスズめっきです。
少量の試作から量産まで対応致します。
ご質問、試作依頼等ございましたら、お気軽にお問い合わせ下さい。